В процессе нанесения лакокрасочных покрытий на подготовленную поверхность, как правило, различают три стадии: грунтование, шпатлевание, нанесение требуемого числа лакокрасочных слоев. В результате последовательного выполнения этих операций получают защитную систему, которая обеспечивает высокую адгезию покрытия с защищаемым металлом, а также стойкость покрытия к действию окружающей коррозионной среды.
Большое значение имеет стадия грунтования металла, которая является первой операций, следующей, по возможности, немедленно после подготовки поверхности. Понимание сущности этой ответственной операции позволяет получить высококачественное покрытие. Дело в том, что в первые минуты и часы очищенная поверхность металла еще лишена окисных пленок и является поэтому очень активной для адгезии различных материалов. Грунтовочный слой может наноситься из покрывных материалов, но значительно меньшей вязкости. Это делается для того, чтобы жидкий слой ЛКМ проник во все поры шероховатой поверхности металла.
В связи с тем, что при нанесении слоя грунтовки воздушным и, отчасти, безвоздушным распылением под жидким слоем возможно защемление микроскопических пузырьков воздуха, снижающих площадь адгезии покрытия с металлом, в ответственных случаях рекомендуется после грунтования распылением пройтись по нанесенному слою кистью или, что лучше, валиком, и втереть грунтовку в поры металла, одновременно удаляя из нее пузырьки воздуха. Это особенно важно делать, если между процессом пескоструйной очистки поверхности и нанесением грунтовки проходит несколько часов. Во влажную погоду образующаяся на металле невидимая пленка воды растушевывается и удаляется кистью или валиком, обеспечивая получение высокого качества покрытия.
Сушку грунтовочного слоя при обычной температуре проводят в соответствии с режимом, предусмотренным ГОСТом, ТУ или установленной технологией. Важно подчеркнуть, что во время нанесения грунтовочного слоя и его сушки не рекомендуется проводить пылеобразующие очистные работы. Следовательно, надо рассчитать так величину площади очистки поверхности, чтобы за одну или две смены можно было закончить нанесение грунтовки, а в нерабочее время (ночью) эта грунтовка успела высохнуть. После этого очистные операции можно продолжить, пока вся защищаемая поверхность резервуара не будет загрунтована.
Операция шпатлевания проводится после или одновременно с процессом грунтовки. Она предназначается для выравнивания загрунтованного металла, если на нем есть глубокие царапины, оспины и т.д. Шпатлевке в обязательном порядке подвергаются сварные швы. Шпатлевку наносят тонким слоем толщиной не более 0,5 мм во избежание ее растрескивания.
Далее идет сам процесс нанесения требуемого числа покрывных слоев с их междуслойной сушкой до состояния «до отлива». Время нанесения одного и последующих слоев не регламентируется, но особенно затягивать этот процесс нежелательно. Целесообразно при осуществлении локального процесса очистки и грунтования перед началом новой стадии очистки нанести и осушить один покрывной слой. Это гарантирует высокое качество наносимых защитных покрытий.
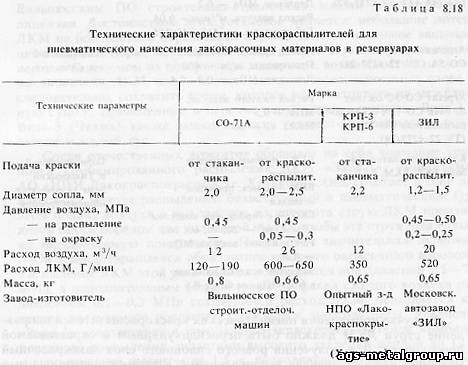
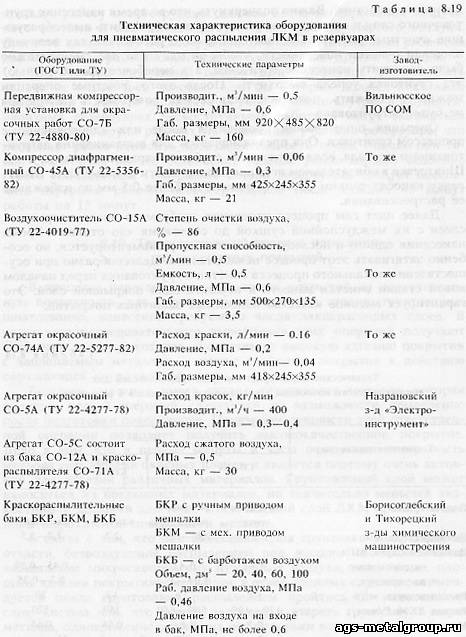
В случае применения пневматических краскораспылителей направление струи ЛКМ должно быть перпендикулярным к окрашиваемой поверхности. Для получения ровного сплошного слоя лакокрасочный материал наносят сначала вертикальными, а затем горизонтальными полосами. При этом край каждой последующей полосы должен захватывать край ранее нанесенной. Краску необходимо периодически перемешивать, особенно при использовании красконагнетательных бачков. Технические характеристики наиболее пригодных для противокоррозионной защиты резервуаров пневматических краскораспылителей приведены в табл. 8.18, а вспомогательное оборудование - в табл. 8.19.
Основным недостатком воздушных (пневматических) окрасочных установок является потеря лакокрасочного материала на туманообразование (появление красочного аэрозоля), который не доходит до окрашиваемой поверхности и заполняет окружающее пространство, создавая взрывоопасную концентрацию краски и вредные для здоровья условия. По этой причине при использовании пневматических установок требуется очень высокая кратность обмена воздуха (более 10) и интенсивная вентиляция внутренней полости резервуара в рабочей зоне окраски.
В связи с этим для нанесения лакокрасочных материалов в резервуарах предпочтительны установки безвоздушного распыления, когда ЛКМ распыляется под давлением красочной жидкости. Туманообразование при этом заметно снижается.
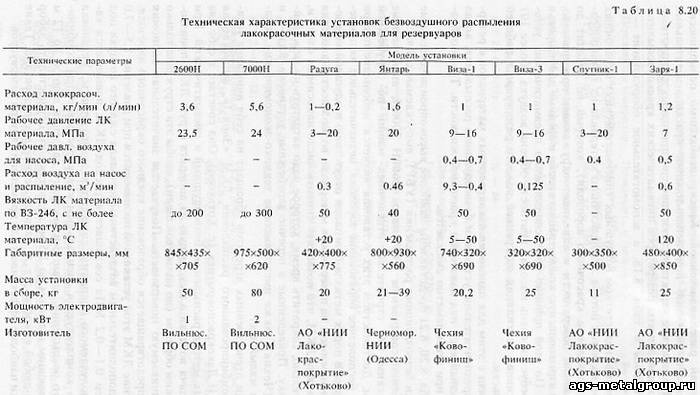
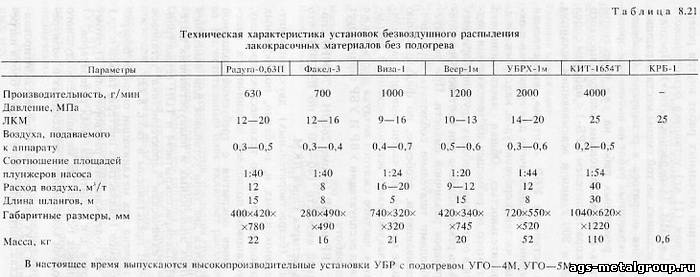
В табл. 8.20, 8.21 представлены наиболее высокопроизводительные установки безвоздушного распыления (УБР), выпускаемые сейчас.
Особенно совершенны УБР марок 2600Н 7000Н, выпускаемые Вильнюсским ПО строительно-отделочных машин по зарубежной лицензии. Достоинством этих установок является: небольшие потери ЛКМ на бесполезное образование аэрозоля, незначительное защемление воздуха в порах металла благодаря отсутствию воздушной компоненты в наносимом на поверхность материале, возможность нанесения высоковязких ЛКМ,что позволяет снизить число наносимых слоев и, следовательно, сократить время, которое надо затратить на межслойную сушку. Приведенные в перечне зарубежные установки Виза-1 и Виза-3 (Чехия) также имеют высокие технико-экономические показатели и малый вес.
Среди отечественных агрегатов обращает на себя внимание установка комбинированного распыления ЛКМ «Заря-1», выпускаемая АО «НИИ Лакокраспокрытие» (г. Хотьково). Она сочетает в себе два известных метода распыления: безвоздушный и пневматический. При этом подача воздуха в выходящую из аппарата струю ЛКМ производится таким образом (по кольцевой щели), чтобы эта струя шла только на окрашиваемую поверхность. Получается значительная экономия ЛКМ и предотвращается образование вредного окрасочного аэрозоля. Распыление ЛКМ этой установкой производится при давлении 1,5 - 7,0 МПа, а дополнительным воздействием на факел сжатого воздуха под давлением 0,1 - 0,2 МПа сокращается расход ЛКМ, повышается качество получаемого покрытия, снижаются энергозатраты. Установка «Заря-1» комплектуется специальным краскораспылителем комбинированного распыления, шлангами высокого давления длиной до 12 м и всасывающим шлангом до 1,5 м, позволяющим осуществлять забор ЛКМ из любой емкости, в т. ч. расположенной вне резервуара. Такие установки наиболее эффективны для применения внутри резервуаров.
Весьма полезна при выполнении отдельных работ внутри резервуаров малогабаритная переносная (11 кг) установка безвоздушного распыления «Спутник-1» (АО «НИИ Лакокраспокрытие»). Предназначена для нанесения ЛКМ в условиях частой смены места окрашивания и постоянного перемещения оператора в резервуаре. Особенно она пригодна для выполнения окрасочных работ на высоте при производстве восстановительных и ремонтных работ на уже нанесенном покрытии. Установки «Спутник-1» укомплектованы шлангом высокого давления длиной до 12 м, краскораспылителем КРБ-1 с набором сопел с расходом краски 400, 600 и 800 г/мин и всасывающим шлангом длиной 1,5 м.
Заслуживает внимания установка УБР «Янтарь», выпускаемая в системе морского судостроения. Предназначена для грунтовки и окраски подводных и надводных частей,корпусов судов,надстроек и т.д. Обладает высокой производительностью. Общая масса аппарата 21 - 39 кг, в зависимости от этого он размещен на тележке или подставке. Широко применяется в окрасочных работах крупногабаритных изделий и поэтому может быть рекомендована при противокоррозионной защите стальных резервуаров различной емкости. При эксплуатации этих установок необходимо тщательно соблюдать периодичность операций по перемешиванию и, особенно, по фильтрованию ЛКМ, поскольку наличие даже мельчайших частиц выводит распылитель и установку из строя - закупоривает все подводящие и распыляющие каналы. Требования к чистоте сжатого воздуха здесь также повышены. Соблюдение правил эксплуатации УВР И УБР гарантирует их высокопроизводительную работу.
Большинство установок УВР и УБР (кроме 2600Н и 7000Н) способны наносить ЛКМ средней вязкости (40 - 50 с по ВЗ-246), что требует использования трех-четырех слоев ЛКМ.
Нанесение высоковязких (безрастворительных) двухкомпонентных материалов на основе эпоксидных и, особенно, полиэфирных смол представляет собой довольно сложную техническую проблему, хотя применение новых установок позволяет ограничиться нанесением всего одного-двух слоев покрытия с требуемой толщиной (150 - 500 мкм).
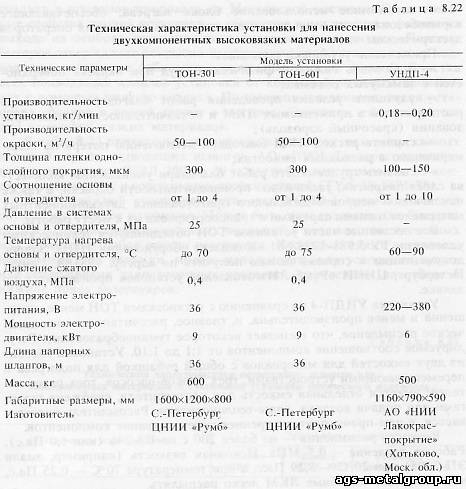
В нашей стране выпускаются два типа установок для нанесения высоковязких двухупаковочных эпоксидных и полиуретановых материалов - УНДП (АО «НИИ Лакокраспокрытие») и ТОН (судостроительная промышленность) . Техническая характеристика установок УНДП-4, ТОН-301 и ТОН-601 представлены в табл. 8.22.
Установка ТОН предназначена для механизации окраски поверхности замкнутых судовых объемов (балластных цистерн, танков и др.) двухкомпонентными ЛКМ, не содержащими растворители. Поэтому установки ТОН рекомендуются для защиты стальных резервуаров.
Принцип действия установок основан на методах безвоздушного распыления и раздельной подачи компонентов эпоксидных и полиуретановых смол к пистолету.
Установки ТОН состоят из двух автономных блоков, смонтированных на транспортных тележках: нагнетательного блока и блока нагрева. Нагнетательный блок включает расходные баки основы и отвердителя, дозатор компонентов, фильтры грубой и тонкой очистки, обогреваемые напорные шланги основы и отвердителя, смесительную камеру, гибкий участок напорного шланга и распылительный пистолет.
Блок нагрева состоит из расходного бака промежуточного теплоносителя (горячая вода), системы электрообогрева и циркуляционного насоса.
Конструктивные особенности установок ТОН, благодаря которым достигаются преимущества перед аналогичными отечественными (УНДП-4) и зарубежными образцами:
- встроенные в пневмопровод дозирующие и циркуляционные насосы, обеспечивающие портативность и повышенные показатели назначения;
- раздельное исполнение смесительной камеры и распылительного пистолета, позволяющее производить окраску труднодоступных мест;
- автономное использование блока нагрева, обеспечивающее взрывобезопасность и исключающее опасность поражения операторов электрическим током.
Применение установки позволяет:
- исключить тяжелый физический труд при окраске поверхностей в замкнутых объемах;
- улучшить условия проведения работ благодаря отсутствию растворителей в применяемых ЛКМ и незначительности туманообразования (красочный аэрозоль);
- снизить расход ЛКМ благодаря исключению потерь на полимеризацию в расходных емкостях;
- снизить трудоемкость работ благодаря уменьшению количества слоев покрытия, увеличению производительности окраски, а также исключению непроизводительного приготовления двухкомпонентных материалов малыми партиями и транспортировки их к месту работы.
Все составные части установок ТОН объединяются техническими условиями ТУ 5.981-13333-81 «Комплект оборудования ТОН». Запрос документации и справки можно получить по адресу: 198188, Санкт-Петербург, ЦНИИ «Румб». Изготовление установок производится по заявке.
Установка УНДП-4 по сравнению с установками ТОН менее совершенна и менее производительна, и, главное, рассчитана на пневматическое распыление, что вызывает некоторое туманообразование. Регулируемое соотношение компонентов от 1:1 до 1:10. Установка состоит из двух емкостей для материалов с общей рубашкой для подогрева и перемешивающими устройствами, трех блоков-насосов, трех распылителей; имеется отдельная емкость для растворителя, снабжена шлангами для подачи воздуха, воды-теплоносителя. Распылитель подогревается, в нем происходит внутреннее перемешивание компонентов.
Вязкость распыления - не более 200 с по ВЗ-246 (или 1,0 Па.с). Рабочее давление - 0,5 МПа. Исходная вязкость (например, эмали ЭП-7105) при 20'С - 8,29 Па.с, а при температуре 70'С - 0,25 Па.с, что позволяет подобные ЛКМ легко распылять.
Общим недостатком всех этих установок является необходимость подогрева применяющихся ЛКМ и их компонентов, что ограничивает применение данных установок для противокоррозионных работ внутри резервуаров в зимнее время. Однако, если резервуары будут теплоизолироваться, поскольку это основное условие для проведения антикоррозионных работ в зимнее время, тогда недостатки установок снимаются. Важно подчеркнуть, что при отсутствии летучих и взрывоопасных растворителей в составе ЛКМ, ограничением их нанесения 1 - 2 слоями можно существенно поднять безопасность работ и ускорить их ведение в зимнее время.
Применение высоковязких (двух- трехупаковочных) быстро отверждающихся полиэфирных смол делает ограниченным использование и указанных выше установок. В нашей стране пока нет механизированных установок для нанесения высоковязких полиэфирных композиций, разработанных институтом химии АН Украины. В настоящее время немецкая фирма «Глас-Крафт» («Глас-Мейт») такую установку создала и продемонстрировала на Московской выставке. Отличительные свойства данной установки - смешение компонентов в факеле на выходе из особого трехканального пистолета-распылителя. Поэтому быстрое отверждение покрытия неопасно для этой установки, а ее подводящие каналы не забиваются полимеризованной смолой. Очистка всех подводящих каналов установки от компонентов смолы происходит с помощью сжатого воздуха. По имеющимся данным, такая установка создана в нашей стране в системе «Энергия», ею пользуются для нанесения вязких материалов.

В табл. 8.23 приведены технические характеристики выпускаемых в нашей стране подводящих шлангов. АО «НИИ Лакокраспокрытие» выпускает шланги ШВД-200 до 30 м длиной, с заделками как из конструкционных, так и коррозионно-стойких сталей (ТУ 6-10-1471-78).
В передвижной сушильной установке УСПО-1 применяется для осушки оптическое излучение. Может быть использована для быстрой сушки и отверждения нанесенных покрытий в ходе восстановительных или ремонтных работ внутри резервуара. Несколько таких установок, помещенных на тележки, можно использовать для ускорения сушки или отверждения лакокрасочных покрытий, нанесенных на днище и нижние пояса резервуаров.

Контроль качества нанесенных грунтовок и лакокрасочных покрытий осуществляется приборами, приведенными в табл. 8.24. Сюда же включена портативная ультракоротковолновая радиостанция, которая может существенно повысить безопасность и качество проводимых внутри резервуаров антикоррозионных работ в условиях ограниченной видимости и затрудненности общения работников, выполняющих работу в закрытом помещении и на большой высоте.
Купить циркуляционный насос в СПб по выгодной цене