Технология герметизации свищей и сварных швов в корпусе и сквозных повреждений в кровле действующих резервуаров
Практика эксплуатации стальных резервуаров для сбора и хранения нефти и нефтепродуктов показывает, что независимо от наличия или отсутствия защитных покрытий на внутренней поверхности корпуса и кровли со временем наблюдаются местные коррозионные повреждения металла. Это приводит к небольшим утечкам нефти и нефтепродуктов, загрязняющих поверхность резервуара, а также к потерям их легких фракций через сквозные повреждения в кровле.
В связи с этим возникает необходимость ликвидации свищей, неплотностей в сварных швах, особенно сквозных отверстий в кровле.
Обычно в таких случаях резервуар опорожняется, производится его очистка и дегазация, а затем выполняются необходимые сварочные (огневые) работы. Все это весьма дорогостоящее мероприятие требует временного вывода резервуара из эксплуатации, специальных мер техники безопасности, особенно если резервуар входит в состав крупных нефтепарков.
В последнее время разработана и освоена на практике технология безогневого ремонта свищей, неплотностей в сварных швах и повреждений в кровле действующих резервуаров, которая не требует полного освобождения их от нефти и нефтепродуктов, и, главное, тщательной дегазации. Технология связана с применением высоковязких полимерных композиций на основе полиэфирных и эпоксидных смол.
Технологический процесс герметизации (ремонта) коррозионных повреждений в корпусе, сварных швах и кровле действующих резервуаров должен обеспечить:
- высокое качество местной очистки металлической поверхности перед нанесением полимерной клеевой композиции;
- герметизацию свищей в зависимости от их размеров и расположения по высоте резервуара;
- герметизацию части или всей поверхности кровли, независимо от размеров прокорродировавшей площади.
Все операции технологического процесса проводятся, как правило, в теплое время года. Однако, при производстве работ с применением полиэфирных композиций марки «Адгезив» допускается вести ремонт и при низких температурах (до - 20'С), но время ввода резервуара в эксплуатацию после ремонтных работ удлиняется в 2 - 3 раза.
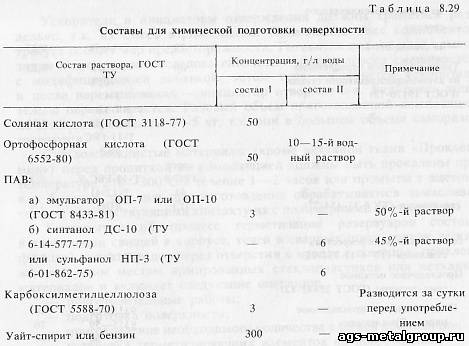
Для подготовки поверхности металла перед герметизацией рекомендуется использовать химически активные моющие растворы, приведенные в табл. 8.29.
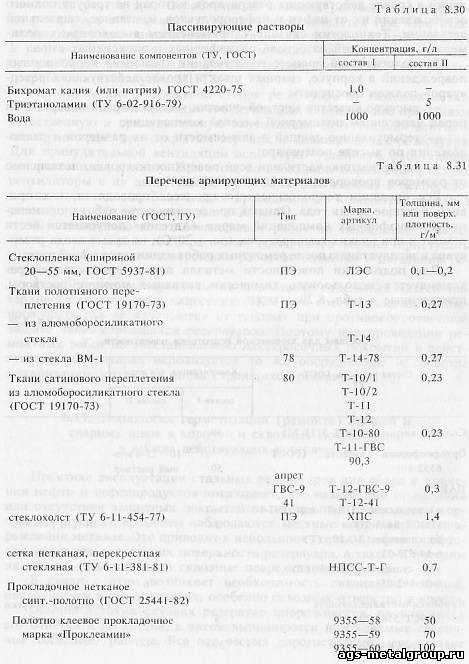
После очистки и промывки водой металлическую поверхность необходимо запассивировать. Состав этих растворов приведен в табл. 8.30.
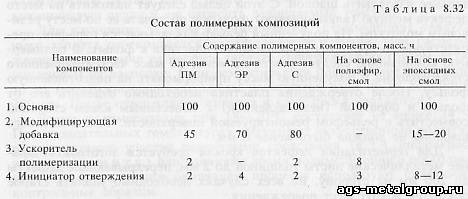
Для герметизации свищей и повреждений в кровле используют, в основном, полимерные композиции на основе полиэфирных или эпоксидных смол:
- Адгезив - АМ (ТУ 88 Украина 193.047-80),
- Адгезив ЭР (ТУ 88 Украина 193.025-79),
- Адгезив С (ТУ 88 Украина 193.034-80).
- композиции на основе эпоксидных смол.
В качестве армирующих материалов рекомендуются стекловолокнистые или нетканые синтетические материалы, технические характеристики которых приведены в табл. 8.31.
Ускорители и инициаторы отверждения должны храниться раздельно, т.к. их смесь взрывоопасна. Применение этих компонентов требует особых мер предосторожности. Готовятся полимерные композиции в следующей последовательности: сначала основа смешивается с модифицирующей добавкой, затем туда добавляется ускоритель и после перемешивания - инициатор отверждения. Вся смесь тщательно перемешивается. Разовый объем приготовленной композиции не должен превышать 4 - 5 кг, т.к. они в большем объеме саморазогреваются.
Стекловолокнистые материалы (кроме нетканой ткани «Проклеамин») перед пропиткой их композицией должны быть прокалены при температуре 250 - 300'С в течение 1 - 2 часов или промыты в ацетоне или бензине, т.к. они при изготовлении обрабатываются замасливателями, препятствующими контакту их с полимерными связующими.
Технологический процесс герметизации резервуаров состоит в ликвидации свищей в корпусе, течей в сварных швах, утечек легких фракций углеводородов через отверстия в кровле с помощью приклеивания к этим местам армированных стеклопластиков или нетканых материалов и включает следующие операции:
- подготовительные работы;
- подготовка поверхности;
- приготовление необходимого количества клеевой композиции;
- установка герметизирующих элементов на повреждение;
- отверждение полимерной композиции (связующего);
- контроль качества герметизации.
Для выполнения ремонтных работ на верхних поясах корпуса резервуара необходимо установить строительные леса, подвесные люльки или подъемные устройства. На кровле следует уложить щиты или доски для подхода к поврежденным местам.
Для ликвидации свищей значительных размеров (1 - 5 см² и более) необходимо заранее вырезать и подогнать по профилю ремонтируемого участка на корпусе резервуара металлическую накладку с зазором не более 0,5 мм из листа толщиной 0,5 - 1,5 мм и размерами, превышающими дефект на 50 - 100 мм на сторону.
Для герметизации сварных швов в корпусе резервуара необходимо заранее изготовить шаблон. С этой целью следует наложить на место дефекта медную (алюминиевую) фольгу и обстучать ее по месту резиновым молотком. На полученный рельеф накладывается парафин, препятствующий прочному приклеиванию пластика к фольге. В полимерную композицию следует ввести не менее 60 масс частей рубленного стекловолокна и полученную массу приформовать на подготовленную фольгу. После отверждения пластика необходимо отделить его от фольги и обратной (незамасленной) с нанесенным клеем стороной совместить с рельефом ремонтируемой поверхности. Толщина такого шаблона не должна быть менее 3 мм.
Для герметизации дефектов кровли требуется заготовить заранее металлические листы толщиной до 2 мм, перекрывающие дефекты до 200 мм на сторону. Во всех случаях необходимо удалить старое покрытие вокруг мест повреждения.
Подготовка поверхности состоит из следующих последовательно выполняемых операций:
- очистка моющим раствором (при необходимости с применением механизированного инструмента);
- пассивирование поверхности;
- обезжиривание;
- контроль качества подготовки поверхности.
Очистка моющим раствором производится с помощью щетки с полиэтиленовым ворсом. Но если нужная степень очистки не достигается, используют механические щетки из цветного металла с обработкой по мокрой поверхности во избежание искрообразования, степень очистки определяют визуально по смачиванию поверхности чистой водой. Если в качестве связующего (клея) используется эпоксидная смола, то с поверхности должны быть удалены продукты коррозии и окалина. В этом случае допускается применение преобразователей ржавчины на эпоксидной смоле (ЭП-0199).
После очистки производится пассивирование поверхности обильным смачиванием раствора или тампоном. Подобным образом производится и обезжиривание поверхности (ацетоном или уайт-спиритом).
Контроль качества поверхности на отсутствие загрязнений, пыли, масла ведется визуально, т. е. очищенная поверхность должна соответствовать требованиям ГОСТ 9.402 - 80.
На подготовленный участок повреждения наносят полимерную композицию с помощью кисти, валика или тампона. Для повышения адгезии производится механическая обработка поверхности через жидкий слой композиции металлической щеткой в течение 2 - 3 мин в каждой точке поверхности (процесс шероховки). Затем на этой поверхности устанавливается подготовленная заранее металлическая накладка. С внешней стороны она затем смазывается клеем, а поверх нее укладываются последовательно пропитанные полимерной композицией три слоя стеклоткани или проклеамина. Каждый очередной слой ткани должен перекрывать предыдущий не менее чем на 50 мм. При этом нельзя допускать образования пузырей, что достигается прикаткой ткани полиэтиленовым валиком. Если работа проводится на солнце, то для защиты от его лучей поверх заплаты следует приклеить алюминиевую фольгу или в остаток полимерной композиции ввести алюминиевую пудру и ею окрасить защищаемый участок.
Для улучшения условий полимеризации (отверждения) связующего заплата перекрывается полиэтиленовой пленкой. При расположении повреждения на корпусе заплата «пригружается» грузом, установленным на распорке. Если ремонтируется повреждение на кровле, то на место склеивания по краям насыпается слой песка толщиной 200 мм. После отверждения пригруз и слой песка удаляются.
Время полимеризации при 18 - 20'С составляет не менее 24 ч. При отрицательных температурах применяют искусственный подогрев ремонтируемого участка различными средствами (в т.ч. инфракрасными лампами и т.д.) или удлиняют время полимеризации в несколько раз. Для определения окончания процесса используют сравнимые контрольные образцы.
Качество герметизации поврежденных участков резервуара зависит от строгого соблюдения технологии каждой операции. Стеклопластиковые пластыри и покрытия не должны иметь видимых дефектов (пузырей, раковин, непроклеенных мест и т.д.).
Через 2 - 3 суток качество нанесенного покрытия оценивают с помощью искрового дефектоскопа ДН-64. При нормальной изоляции напряжение на щупе не должно быть менее 12 тыс. В, а при усиленной - 24 тыс. В.
В практике герметизации кровли резервуаров встречаются случаи, когда количество сквозных повреждений таково, что имеет смысл на старой кровле сформировать новую, стеклопластиковую, толщиной 2 - 3 мм. Технология работы состоит из следующих основных операций:
Всей работе предшествует механическая подготовка всей поверхности кровли к формировке пластмассовой кровли. С этой целью выясняют, где расположены дефектные места, а также конструктивные элементы, на которых лежит кровля, производят укладку щитов и досок, по которым могут двигаться рабочие. Затем кровля очищается механизированным инструментом от старой краски, ржавчины и других загрязнений и обезжиривается. Далее, по периметру кровли с помощью клеевой композиции приклеивают сплошной уголок толщиной 1,5 - 2 мм, а по вершине кровли и на средней окружности таким же способом закрепляются вертикальные пластины, которые после формирования стеклопластиковой кровли отгибаются на нее и служат для более прочного крепления стеклоткани к старой поверхности кровли.
Стеклоткань из рулонов раскладывается и разрезается на полотна заданных размеров ножницами. Каждое полотно пропитывается связующим. Пропитанная клеевым связующим ткань укладывается без пропусков на кровлю резервуара последовательно в два слоя. При этом пропитанная стеклоткань прокалывается стальными пластинами, приклеенными на кровле, которые сразу же после укладки второго слоя полотна на нем сгибаются. Все слои стеклоткани отгибаются вокруг арматуры резервуара и плотно обматываются пропитанной связующим стеклосеткой. Стеклоткань при укладке плотно прикатывают к кровле катками. Аналогично используется нетканый материал «Проклеамин».
Работа по формированию стеклопластиковой кровли резервуара ведется в сухую погоду, а на случай дождя или снега неотвержденный пластик на кровле закрывается полиэтиленовой или поливинилхлоридной пленкой. Выдерживается покрытие 2 - 3 суток в зависимости от температуры. Затем ликвидируются дефекты: раковины, пузыри, непроклеенные места. Они шпаклюются мастикой - композицией, в которую добавляют наполнитель - аэросил или белую сажу (до 20 вес.ч) или до 60 вес.ч измельченного стекловолокна.
Контроль качества ведут визуально и толщиномером МТ-ЗЗН в различных точках. Заключительной операцией является нанесение на стеклопластиковую поверхность кровли любой солнцезащитной краски или введение в наружную краску до 10% масс алюминиевой пудры.