Эффективность и долговечность защиты металлической поверхности
резервуаров лакокрасочными, полимерными или металлополимерными
покрытиями существенным образом зависит от тщательности ее очистки от
продуктов коррозии, окалины, жировых и других загрязнений, которые
препятствуют хорошему сцеплению (адгезии) лакокрасочного покрытия с
металлом. В связи с появлением химически и коррозионно-стойких
полимерных материалов, их высокие защитные свойства часто не реализуются
из-за недостаточно тщательной подготовки металлической поверхности под
покрытие.
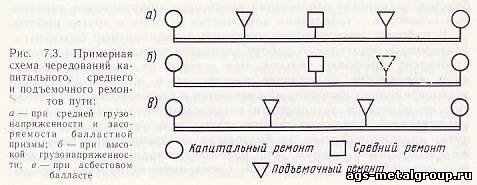
На участках с высокой грузонапряженностью и интенсивностью движения поездов предоставление «окон» для текущего содержания пути требует принятия ряда организационных мер и технологических решений с тем, чтобы избежать уменьшения размеров движения. И все же цена каждого часа «окна» на этих участках очень высока, поэтому при производстве работ должна быть достигнута наиболее высокая производительность.
Такой вид противокоррозионной защиты металла днища и нижних поясов
находит уже промышленное применение на нефтепромыслах Урала и Поволжья
как дополнение к уже применяемым средствам борьбы с коррозией. Это
связано с тем, что нефтедобывающие предприятия не охватывают другими,
более эффективными, методами защиты всего нефтепарка промыслов из-за
отсутствия материалов, обученного персонала и благоприятного времени
года.
Работы по текущему содержанию и ремонту пути выполняются для поддержания пути в состоянии, постоянно обеспечивающем движение поездов со скоростями, установленными в соответствии с планом линии, типом верхнего строения и характеристиками подвижного состава.
Особенность текущего содержания бесстыкового пути заключается прежде
всего в том, что необходимо обеспечить постоянное надежное прикрепление
рельсовых плетей к шпалам и не допускать существенного изменения длины
плетей при понижении или повышении температуры. При производстве работ
по текущему содержанию учитывают наличие продольных сил в рельсовых
плетях, зависящих от изменения температуры.
Специальные методы литья
§ 49. Литье в оболочковые формы
§ 50. Производство точных отливок по выплавляемым моделям
§ 51. Производство отливок в металлические формы
§ 52. Производство отливок под давлением
§ 53. Центробежное литье
§ 54. Жидкая штамповка
§ 55. Изготовление отливок вакуумным всасыванием металла
§ 56. Прочие способы литья
Классификация и характеристика способов сварки
§ 1. Физическая сущность процессов, протекающих при сварке
§ 2. Основные способы сварки
§ 3. Виды сварных соединений и швов
Технико-экономические показатели и технический контроль в литейном производстве § 57. Технико-экономические показатели § 58. Контроль качества исходных материалов § 59. Контроль качества отливок § 60. Основные виды дефектов отливок, меры их предупреждения и исправления