Для предупреждения потери устойчивости бесстыкового пути и сохранения
целостности рельсовой плети и стыков уравнительных пролетов необходимо
знать температуру закрепления рельсовой плети и следить за изменением ее
температуры. Сравнивая температуру закрепления и фактическую
температуру плети, можно установить, не приближается ли температура к
максимально или минимально допустимой и какие работы нельзя выполнять до
снятия температурных напряжений в плети.
Литейные свойства металлов и сплавов § 25. Основные сплавы, применяемые для изготовления отливок § 26. Литейные свойства металлов и сплавов и их влияние на качество отливок § 27. Процесс образования отливки в литейной форме § 28. Технологичность конструкции литых деталей и особенности их изготовления
Основные сведения о процессе резания металлов
§ 7. Охлаждение и смазка при резании металлов
§ 8. Образование нароста на резцах
§ 9. Силы резания и мощность при точении
§ 10. Скорость резания и влияние на нее различных факторов
§ 11. Материалы для изготовления режущих инструментов
Основные сведения о процессе резания металлов
§ 1. Методы обработки металлов резанием
§ 2. Геометрия резцов
§ 3. Элементы резания при точении
§ 4. Процесс образования стружки
§ 5. Тепловые явления при резании металлов
§ 6. Износ и стойкость резцов
Повышенная опасность обслуживания резервуарного и другого оборудования в
условиях наличия на их стенках пирофорных отложений требует
использования комплекса мер, обеспечивающих с одной стороны
предотвращение их самопроизвольного возгорания, а с другой - недопущение
ситуаций, когда при возгорании пирофорных отложений мог бы произойти
взрыв и пожар.
Производство отливок из сплавов цветных металлов
§ 42. Сплавы на медной основе
§ 43. Сплавы легких металлов
§ 44. Шихтовые материалы
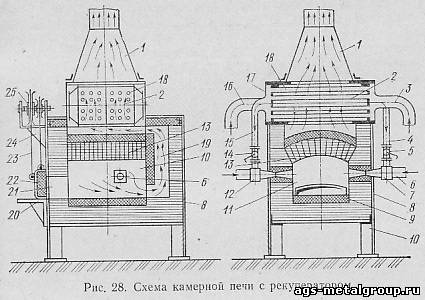
§ 45. Плавильные печи
§ 46. Особенности процесса плавки сплавов цветных металлов
§ 47. Особенности изготовления и заливки форм
§ 48. Термическая обработка отливок из алюминиевых и магниевых сплавов
Особенности обводнения нефти и нефтепродуктов Растворимость основных коррозионно-агрессивных компонентов в нефтях и нефтепродуктах Влияние ряда внешних факторов на коррозию металлов в нефти и нефтепродуктах Особенности и характер коррозии углеродистых сталей в резервуарах для хранения нефти и нефтепродуктов различной обводненности
В нефтяной промышленности для снижения коррозии широко применяются
ингибиторы коррозии пленкообразующего типа, способные образовывать на
защищаемой поверхности барьер из молекул, которые предотвращают контакт
металла с коррозионно-агрессивной средой. Отличительная особенность
современных марок ингибиторов коррозии - это сравнительно длительный
срок защиты (от нескольких дней до недель) металла при их отсутствии в
среде.
Внедрение бригадной формы организации труда и его оплаты за конечные результаты в значительной степени способствует усилению воздействия системы материального поощрения на развитие производства и достижения высоких конечных результатов.
Обработка на сверлильных и расточных станках
§ 21. Сверление
§ 22. Части и элементы спирального сверла
§ 23. Элементы резания
§ 24. Силы резания и мощность
§ 25. Зенкерование
§ 26. Развертывание
§ 27. Нарезание резьбы
Комплексная механизация и автоматизация литейного производства. Техника безопасности
§ 61. Комплексная механизация производства отливок
§ 62. Техника безопасности
Выше подробно рассмотрена классификация и дан перечень наиболее прогрессивных ЛКМ на основе эпоксидных, полиуретановых, полиэфирных и металлонаполненных смол, а также приведены наиболее распространенные марки лакокрасочных эмалей на их основе. Кроме того, описаны широко применяющиеся в 80-90-х годах марки грунтовок и химических преобразователей продуктов коррозии (ржавчины).
Строение металлов
§ 1. Кристаллическое строение металлов и его дефекты
§ 2. Структурные составляющие железоуглеродистых сплавов
§ 3. Основные виды термической обработки сплавов
Технология сварки чугуна, стали, цветных металлов и сплавов
§ 25. Сварка чугуна
§ 26. Особенности сварки стали
§ 27. Сварка цветных металлов и сплавов
§ 28. Наплавка твердых сплавов на поверхность деталей
§ 29. Пайка металлов и сплавов